クロムめっき または クロムめっきは、 耐食性を高めたり、電気的特性を変更したり、または単に美的理由により、電着(表面を金属でコーティングする電解プロセス)を通じて、一般に金属である材料に クロム を適用するプロセスです。コスチュームジュエリーなどの非金属材料を特定のプロセスでコーティングすることも可能です。

クロームパーツ。写真: Aleksej Zhagunov / Shutterstock.com
浸漬クロムメッキ
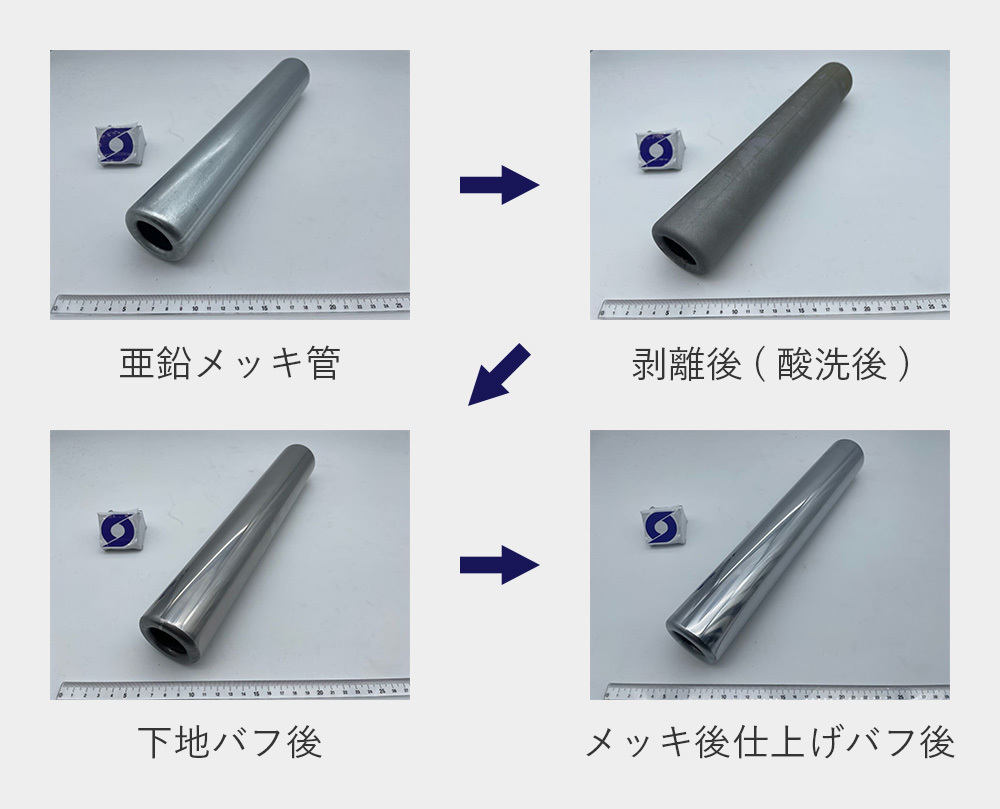
浸漬クロムめっきプロセスの最初の部分 (最も伝統的なプロセス) は、不純物や磨耗した卑金属を除去する、または単純に部品を準備することができる制御された化学浴 (洗浄、脱脂、酸洗、活性化) を使用して部品を準備することから構成されます。
酸洗い、脱脂、活性化、クロムめっきのプロセスで使用される薬品を除去するには連続洗浄が必要であるため、処理全体を通して金属を含む酸性度の高い 廃液が 大量に発生します。
クロム 3+ (三価) およびクロム 6+ (六価、「硬質クロム」とも呼ばれる) は、この元素の最も安定した形態であり、浸漬クロムめっきプロセスや顔料、塗料、皮革の製造に最もよく使用されます。なめしと木材の保存。この金属の最も安定した形態である三価クロムは、代謝に不可欠であり、人体に存在します。六価クロムは、この金属の極めて汚染性が高く、発がん性のある形態であり、一部の国ではその使用が禁止されている場合もあります。しかし、ブラジルではまだ使用が許可されているため、クロムめっき工程では依然として広く使用されており、排水処理や事故防止対策に多額の投資が必要となります。
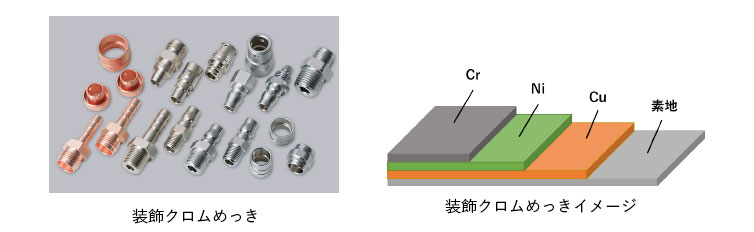
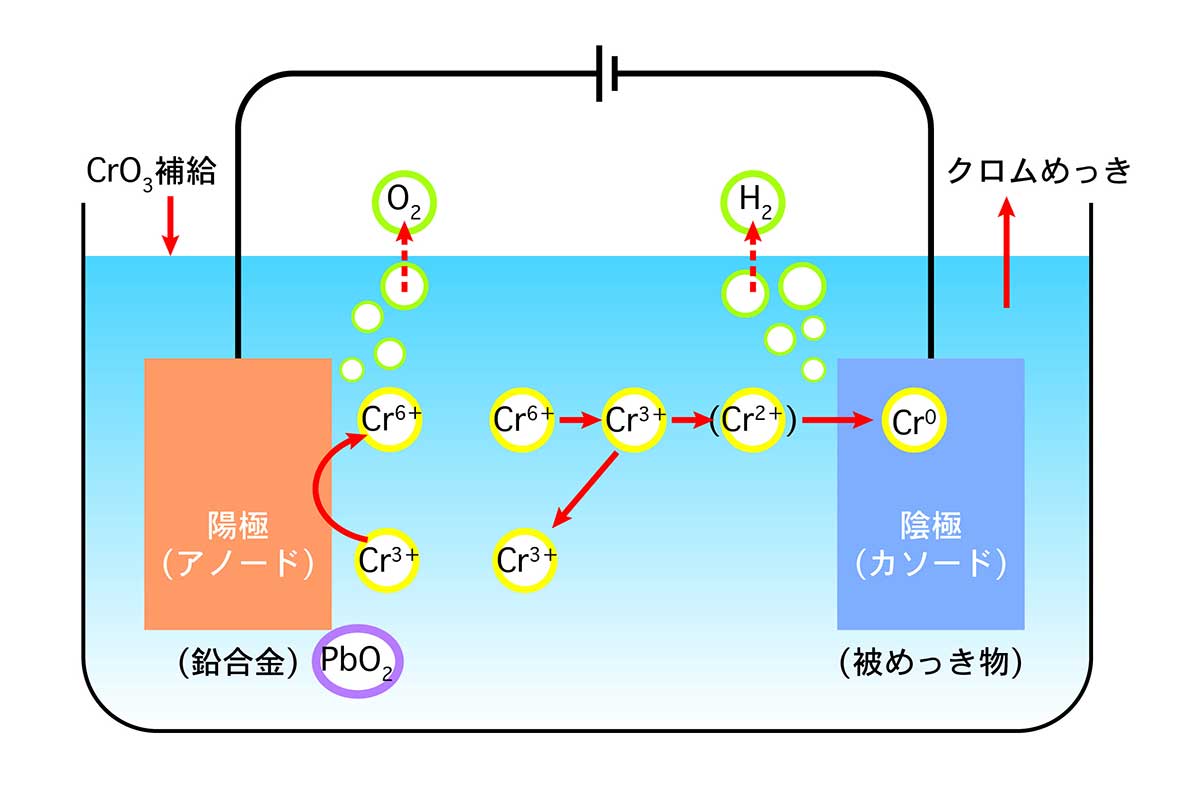
クロムめっきプロセスでは、部品は、洗浄、化学的脱脂、電解脱脂、酸洗、活性化の段階を経た後、水と金属が入ったタンクに送られ、添加剤(ホウ酸など)と一緒に析出させます。酸)を使用すると、クロム電着が効果的に起こります。その後、残留物を除去するために別の洗浄段階を経ます。 一部の特定の用途では、部品の耐久性を高めるために 2 回目のクロムめっき段階が必要です。
処理の品質を保証するために、このプロセス全体は責任ある化学者と電気めっき技術者の監督の下で実行する必要があります。実際の主な問題は、液体および気体の排出物 (プロセスは高温で行われる) と危険な廃棄物の生成であり、そのため環境ライセンスの取得と継続的な監視が必要になります。

その他の工程
用途と部品に応じて、クロムめっきプロセスは、接触めっき、接触メタライゼーション(導電性部品)および浸漬メタライゼーション(非金属部品に 銅 をその後クロムでコーティングする)、またはクロム スプレー ガンによるスプレーによって実行できます。圧縮空気(非導電性材料でもクロムの輝きを模倣するアプリケーション – スプレーオン )。このうち、本物の金属を使用するのは最初のテクニックだけです。他の方法では、クロム粒子またはその特性の一部を模倣する何らかの材料を含む可能性のある物質が使用されますが、これらの方法では、本物のクロムで処理するのと同じ耐性を部品に提供できません。
- 電解 による金属堆積のプロセスを電気メッキと呼ぶのが通例です。
- クロムめっきプロセスにおける三価クロムの使用の詳細については、次を参照してください: http://www.cetesb.sp.gov.br/tecnologia/producao_limpa/casos/caso32.pdf )
他の Chrome アプリケーション について詳しくは、こちらをご覧ください。
ギャラリー